
Välj först rätt värmeanordning
Att ta bort plasten som fästs på skruven genom eld eller rostning är den vanligaste och effektivaste metoden för plastbearbetningsenheter, men acetylenlåga bör aldrig användas för att rengöra skruven.
Rätt och effektiv metod: använd en blåslampa omedelbart efter att skruven har använts för rengöring.Eftersom skruven har värme under bearbetning är skruvens värmefördelning fortfarande enhetlig.

För det andra, välj rätt rengöringsmedel
Det finns många sorters skruvrengöringsmedel (skruvrengöringsmaterial) på marknaden, varav de flesta är dyra och har olika effekt.Plastförädlingsföretag kan använda olika hartser för att tillverka skruvrengöringsmaterial enligt sina egna produktionsförhållanden.
För det tredje, välj rätt rengöringsmetod
Det första steget i att rengöra skruven är att stänga av matningsinsatsen, det vill säga stänga matningsporten i botten av tratten;Minska sedan skruvhastigheten till 15-25r/min och bibehåll denna hastighet tills smältflödet på framsidan av munstycket slutar rinna.Temperaturen för alla uppvärmningszoner i fatet bör ställas in på 200°C.Så snart tunnan når denna temperatur börjar rengöringen.
Beroende på extruderingsprocessen (munstycket kan behöva tas bort för att minska risken för för högt tryck vid extruderns främre ände), måste rengöring utföras av en person: operatören observerar skruvhastigheten och vridmomentet från kontrollpanelen, samtidigt som man observerar extruderingstrycket för att säkerställa att systemtrycket inte är för högt.Under hela processen bör skruvhastigheten hållas inom 20r/min.I applikationer med lågtrycksdynor, ta inte bort formen för rengöring i första hand.När extruderingen är fullständigt omvandlad från bearbetningshartset till rengöringsharts, stoppas munstycket och avlägsnas, och sedan startas skruven om (inom 10 r/min) för att tillåta resterande rengöringsharts att rinna ut.

För det fjärde, välj rätt rengöringsverktyg
Rätt verktyg och rengöringsmaterial bör inkludera: värmebeständiga handskar, skyddsglasögon, kopparskrapor, kopparborstar, koppartrådsnät, stearinsyra, elektriska borrar, linjaler, bomullstyg.
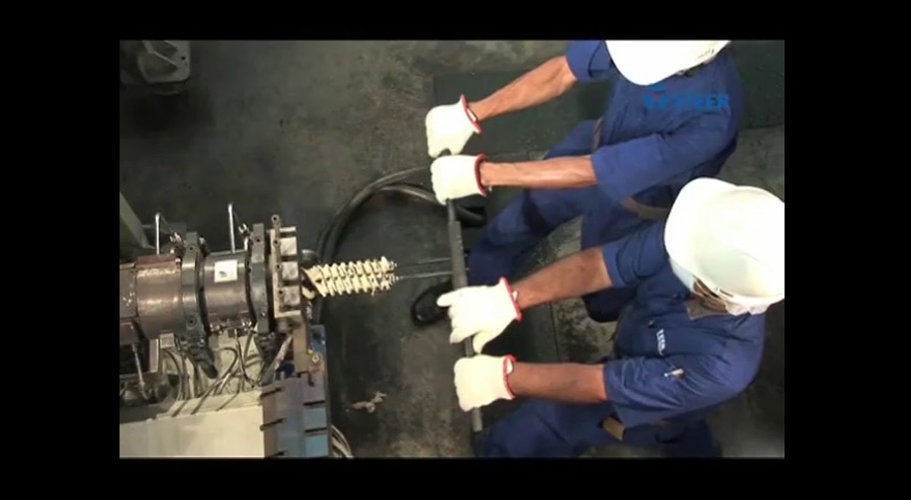
När rengöringshartset slutar extrudera kan skruven dras ut från enheten.För skruvar med kylsystem, ta bort slangledningen och svivelanslutningen innan du startar skruvutdragningsanordningen, som kan fästas på växellådan.Använd skruvutdragningsanordningen för att skjuta skruven framåt, så att positionen för 4-5 skruvar exponeras för rengöring.
Rengöringshartset på skruven kan rengöras med en kopparskrapa och kopparborste.Efter att rengöringshartsen på den exponerade skruven har rengjorts, kommer enheten att skjutas framåt 4-5 skruvar med hjälp av skruvextraktionsanordningen och fortsätta rengöringen.Detta upprepades och så småningom trycktes det mesta av skruven ut ur pipan.
När det mesta av rengöringshartset har tagits bort, strö lite stearinsyra på skruven;Använd sedan koppartrådsnät för att ta bort resterna, och efter att hela skruven är polerad med koppartrådsnät, använd en bomullsduk för den sista avtorkningen.Om skruven behöver sparas bör ett lager fett läggas på ytan för att förhindra rost.

Att rengöra pipan är mycket lättare än att rengöra skruven, men det är också väldigt viktigt.
1. Vid förberedelser för rengöring av tunnan ställs även trumtemperaturen in på 200°C;
2. Skruva fast den runda stålborsten på borrröret och den elektriska borren i rengöringsverktyg och linda sedan stålborsten med koppartrådsnät;
3. Innan du sätter in rengöringsverktyget i cylindern, strö lite stearinsyra i cylindern, eller strö stearinsyra på rengöringsverktygets koppartrådsnät;
4. Efter att koppartrådsnätet kommer in i pipan, starta den elektriska borren för att rotera den och få den på konstgjord väg att röra sig fram och tillbaka tills denna framåt- och bakåtrörelse inte blir något motstånd;
5. När koppartrådsnätet har tagits bort från tunnan, använd ett gäng bomullstyg för att torka fram och tillbaka i tunnan för att avlägsna eventuellt rengöringsharts eller fettsyrarester;Efter flera sådana fram och tillbaka avtorkningar är rengöringen av pipan klar.Den noggrant rengjorda skruven och pipan är redo för nästa produktion!

Posttid: Mar-16-2023